



Especificacions de motlles
|
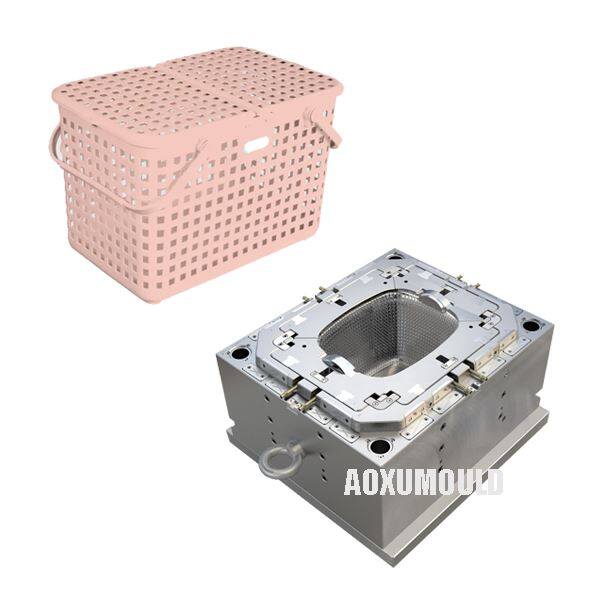
Nom de motlle |
Motlle de cistella d’emmagatzematge de plàstic |
|
Material del producte |
PP, plàstic |
|
Mida del producte |
450x400x420mm |
| Pes del producte | 1.5kg |
|
Material de motlle per a la cavitat i. Centre |
P20, 718, 2738 |
|
Núm. De la cavitat |
1 cavitat |
|
Sistema d’injecció |
Hot Runner 4 Point Gates |
|
Màquina d'injecció adequada |
650T |
|
Mida de motlle |
850x800x 860 mm |
|
Motlle Lifetime |
més de 500, 000 PCS |
Com es modelen les cistelles d’emmagatzematge?

1. Preparació de material
>Selecció de pellets de plàstic: Els materials comuns inclouen PP (polipropilè), HDPE (polietilè d’alta densitat) o ABS en funció de la força, la flexibilitat i els requisits de costos.
>Assecat (si cal): S'han d'assecar alguns plàstics (com ABS) per eliminar la humitat abans de modelar -se.
>Barreja de colors (opcional): es pot afegir tints de masterbatch o líquids per a cistelles de colors.
2. Configuració de la màquina de modelat per injecció
>Unitat de subjecció: manté el motlle de forma segura a alta pressió.
>Unitat d’injecció: es fon i injecta plàstic al motlle.
>Instal·lació de motlles: el motlle de la cistella d’emmagatzematge (fabricat d’acer) està muntat a la màquina.
3. El procés de modelat per injecció pas a pas
Pas 1: tancament de motlles
Les dues meitats del motlle (nucli i cavitat) es subratllen a alta pressió (normalment 50-500 tones, segons la mida de la cistella).
Pas 2: fusió i injecció de plàstic
Els pellets de plàstic s’alimenten en un canó escalfat (180-280 graus, segons el material).
Un cargol recíproc empeny el plàstic fos a la cavitat del motlle a alta pressió (500-1.500 bar).
Pas 3: refrigeració i solidificació
El plàstic es refreda dins del motlle (el temps de refrigeració varia de 10 a 60 segons).
Els canals de refrigeració del motlle ajuden a accelerar el procés.
Pas 4: obertura i expulsió de motlles
El motlle s’obre i els pins d’exjector empenyen la cistella.
Per a dissenys complexos (com les cistelles apilables), les plaques de stripper poden ajudar a expulsar.
Pas 5: post-processament (si cal)
Tornant: s’elimina l’excés de plàstic (flash).
Tractament superficial: textura, impressió o muntatge (si la cistella té una tapa separada).
El motlle de la cistella d'emmagatzematgesNecessiteu un motlle de corredor calent?
Si un motlle de cistella d’emmagatzematge requereix un sistema de corredor calent depèn de diversos factors clau. Aquí teniu una anàlisi professional concisa:
Recomanació:
Per a la majoria de la producció de cistelles d’emmagatzematge, els sistemes de corredors freds són normalment suficients i són més rendibles. Els corredors calents generalment només estan justificats per:
1. Producció de gran volum (100, 000+ unitats)
2. Cistelles de qualitat premium que requereixen estètica perfecta
3. Els motlles multi-cavitat (4+ cavitats) on els estalvis de material es tornen significatius
Consideracions tècniques:
1. Estalvi de materials: els corredors calents eliminen els residus de corredors, però les cistelles d’emmagatzematge solen utilitzar plàstics barats (PP\/HDPE) on els estalvis de material no poden justificar el cost afegit.
2.
3. Complexitat del motlle: els motlles de cistella d’emmagatzematge sovint són grans, però relativament simples: els corredors freds són més fàcils de mantenir i reparar.
4. Escala de producció: el punt de ruptura dels corredors calents es produeix normalment al voltant de 500, 000 cicles: avalueu amb cura el volum de producció.
Per a la majoria dels fabricants, un sistema de corredors freds ben dissenyat amb un ajustament adequat (preferiblement portes submarines o portes de túnel) ofereix el millor saldo de cost i rendiment per a la producció de cistelles d’emmagatzematge. Els corredors calents només s’han de tenir en compte quan el volum de producció justifica clarament l’augment del cost del motlle 30-50% addicional.
Dissenys per a productes i. Situar

Com dissenyar l'estructura del motlle de la cistella d'emmagatzematge?
1. Definiu els requisits de cistella i tapa
>Abans de dissenyar el motlle, finalitzeu les especificacions del producte:
>Dimensions (longitud × amplada × alçada, inclosa la tapa)
>El gruix de la paret (normalment de 2-3 mm per a la força i l'equilibri de pes)
>Material (PP, HDPE o ABS per a la flexibilitat i la resistència a l’impacte)
>Capacitat de càrrega (determina les necessitats de reforç de la costella)
>Mètode de fixació de la tapa (Hinged, Snap-Fit o Separat)
2. Consideracions de disseny estructural
A. Disseny del cos de cistella
>Base i parets laterals:
Afegiu les costelles per al reforç (si s’espera càrregues pesades).
Incloeu els angles d’esborrany (1-2 graus) per a una fàcil expulsió del motlle.
Els forats de ventilació (si es necessiten per al flux d’aire) s’han d’estar espaiats de manera uniforme.
>Funció de pilabilitat: Disseny de llandes entrellaces a la part superior\/inferior per apilar estable.
>MANDES: MANDES INTEGRATS (modelat com a part de la cistella) o pinces retallades.
B. Disseny de la tapa
>Tapa frontissa vs. tapa instantània: frontissa (frontissa viva): requereix una secció fina i flexible (normalment PP).
>Snap-Fit To: Necessita undot i toleràncies precises per a un ajustament segur.
>Reforç de la tapa:
Afegiu les costelles per evitar que s’enfilin.
Assegureu -vos que la superfície de segellat pla si cal un emmagatzematge hermètic.
>Mànec o pinces: un mànec modelat o un solc dels dits per obtenir una fàcil obertura.
3. Consideracions de disseny de motlles
A. Línia de separació i nucli\/cavitat
La línia de separació ha de minimitzar les costures visibles (normalment al llarg de la vora superior de la cistella).
Les insercions de nucli i cavitat s’han d’alinear amb precisió per evitar el flaix (excés de plàstic).
B. Sistema d’expulsió
Els pins d’expulsió han d’empènyer la cistella sense marques a les superfícies visibles.
Per a cistelles profundes, es poden necessitar plaques de stripper per a una expulsió fluida.
C. Subcuts (per a les tapes de forma instantània)
Es poden requerir accions laterals (corredisses) o nuclis col·lapsables per a les funcions SNAP-Fit.
Si utilitzeu una frontissa viva, assegureu -vos un refredament adequat per evitar punts febles.
D. Sistema de refrigeració
Els canals de refrigeració conformals ajuden a reduir el temps de cicle i la deformació.
Crític per al refredament uniforme, especialment al voltant de seccions gruixudes (mànecs, costelles).
E. Ventiment
La ventilació adequada impedeix les trampes d’aire (marques de cremades) en seccions profundes
Components de motlle
Acer motlle

Sistema de corredors calents

Parts estàndard

Com seleccionar el tipus de motlle de cistella d'emmagatzematge del motlle?

1. Per a la majoria dels fabricants: 718H (1.2738) ofereix el millor equilibri de cost i rendiment per a la producció típica de cistelles d’emmagatzematge.
Quan el cost és principal preocupació: P20 proporciona un rendiment adequat per a les reduccions de producció menor.
2. Per a la màxima durabilitat: es recomana H13 quan es produeixi més de 500, 000 o amb materials plens de vidre.
Consideracions especials:
3. Per a la resistència a la corrosió (aplicacions de qualitat alimentària): considereu les opcions d’acer inoxidable
4. Per a superfícies amb textura: 718H proporciona resultats excel·lents
5. Per als acabats de gran brillantor: acers de duresa més alta com H13 o S136
Paquet &. Entrega

Cap
>1. Podeu personalitzar la mida i la forma del motlle de la cistella d’emmagatzematge segons els nostres requisits?
Sí, podem personalitzar la mida, la forma i el disseny del motlle de la cistella d’emmagatzematge per complir els vostres requisits específics.
>2. Quins materials utilitzeu per fabricar el motlle de la cistella d’emmagatzematge?
Base de motlle: acer endurit (P20, 718, H13)
Opcions de material plàstic: PP, HDPE, ABS o PS (segons els requisits de la cistella).
>3. Quant de temps es triga a fabricar un motlle de cistella d’emmagatzematge?
El temps de fabricació per a un motlle de cistella d’emmagatzematge pot variar segons la complexitat i la mida del motlle. Normalment es trigarà 45-55 dies. Tanmateix, ens esforcem per lliurar el motlle de manera puntual.
>4. Proporcioneu cistelles de mostra abans de la producció massiva?
Sí, oferim mostres de T1 (mostres de primera prova) per a la seva aprovació abans de la producció completa.
P: Oferiu suport postvenda per al motlle de la cistella d’emmagatzematge?
>5. Quins són els termes de pagament?
TT, 40% de dipòsit, 30% a pagar abans d’enviar la mostra, un 30% de saldo abans del lliurament de motlles.
>6. Oferiu suport postvenda per al motlle de la cistella d’emmagatzematge?
Sí, proporcionem suport postvenda per tractar qualsevol problema o preocupació que pugueu tenir amb el motlle de la cistella d’emmagatzematge.
>7. Podeu ajudar amb la instal·lació i el manteniment del motlle de la cistella d’emmagatzematge?
R: Sí, podem proporcionar assistència amb la instal·lació i el manteniment del motlle de la cistella d’emmagatzematge per assegurar un rendiment òptim.
>8. Com garanteix la qualitat del motlle?
Mecanatge de precisió (CNC, EDM, mòlta)
Anàlisi del flux de motlles (per evitar defectes com les marques de Warping\/Sink)
Inspeccions de qualitat (controls dimensionals, proves de prova)
Els comentaris dels clients






