



Especificacions del motlle
|
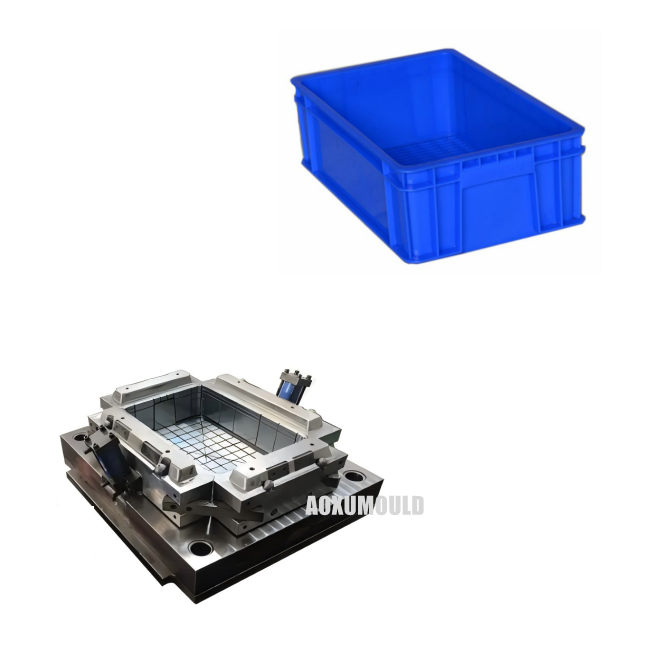
Nom del motlle |
Motlle de caixes industrials de plàstic |
|
Material del producte |
HDPE/PP |
|
Mida del producte |
400X300X200mm |
|
Material de motlle per a cavitat i. Nucli |
P20/718/H13 |
|
NOs de cavitat |
1 cavitat |
|
Sistema d'injecció |
Corredor calent |
|
Màquina d'injecció adequada |
450T |
|
Mida del motlle |
850x7280x550mm |
|
Pes del motlle |
2600 KG |
|
Vida útil del motlle |
més de 500,000pcs |
|
Termini de lliurament |
55 dies |
Què són les caixes industrials de plàstic?

Una caixa industrial de plàstic és un tipus de contenidor fet de materials plàstics dissenyat per al seu ús en entorns industrials.
1.Característiques:
-Durable: està construït per suportar els rigors dels entorns industrials, com ara ser resistent als impactes, abrasions i productes químics. Aquesta durabilitat garanteix que pot suportar càrregues pesades i un ús freqüent sense trencar-se ni deformar-se fàcilment.
-Apilable: les caixes industrials de plàstic sovint estan dissenyades per ser apilables, cosa que permet un emmagatzematge i transport eficients. Es poden apilar els uns sobre els altres quan estan buits o plens, maximitzant l'espai vertical als magatzems o durant l'enviament.
-Reutilitzables: són reutilitzables, redueixen els residus i ofereixen una solució rendible per al transport i emmagatzematge de mercaderies a llarg termini.
2.Usos:
- Emmagatzematge: S'utilitzen per emmagatzemar una àmplia gamma de productes industrials, incloent peces, eines i matèries primeres. La seva mida i forma uniformes fan que siguin fàcils d'organitzar en prestatgeries o en bastidors d'emmagatzematge.
-Transport: S'utilitzen per transportar mercaderies dins d'una fàbrica o entre diferents ubicacions. Es poden moure fàcilment amb carretons elevadors, transpalets o sistemes de transport, facilitant el flux de materials a la cadena de subministrament.
Què's La mida de les caixes industrials de plàstic?
Les caixes industrials de plàstic tenen una àmplia gamma de mides.
Les caixes comunes de mida petita poden tenir unes dimensions externes d'uns 30 - 40 centímetres de llarg, 20 - 30 centímetres d'amplada i 15 - 20 centímetres d'alçada. Són adequats per emmagatzemar peces o eines més petites.
Les caixes de mida mitjana poden tenir aproximadament 40 - 60 centímetres de llarg, 30 - 40 centímetres d'amplada i 20 - 30 centímetres d'alçada i s'utilitzen sovint per a articles com ara components de màquines de mida mitjana.
Les grans caixes industrials de plàstic poden tenir una longitud de 60 - 120 centímetres o més, una amplada de 40 - 80 centímetres i una alçada de 30 - 60 centímetres. Poden contenir articles voluminosos com peces d'equips industrials grans o grans quantitats d'objectes més petits.
És important tenir en compte que aquestes són només gammes generals i la mida real depèn dels requisits específics de la indústria i dels articles que s'emmagatzemen o transporten.
Com fer un motlle d'injecció de caixes industrials de qualitat?

Aquests són els passos per fer un motlle d'injecció de caixes industrials d'alta qualitat:
1.Disseny
• Conèixer els requisits: analitzar a fons el disseny de la caixa industrial, incloent-hi la mida, la forma, la capacitat de càrrega i qualsevol característica especial com ara tacs d'apilament o forats de drenatge. Tingueu en compte el tipus de plàstic que s'utilitzarà i les seves característiques, com ara la taxa de contracció.
• Modelatge 3D: Utilitzeu un programari avançat CAD (Disseny assistit per ordinador) per crear un model 3D detallat del motlle. Això ajuda a visualitzar l'estructura del motlle, la ubicació de les portes (on el plàstic entra a la cavitat del motlle), els canals de refrigeració i els pins d'expulsió.
2.Selecció de material
• Material de la base del motlle: trieu acer d'alta qualitat per a la base del motlle. Sovint s'utilitzen acers pretemprats o acers per a eines amb bona duresa, resistència al desgast i tenacitat. Per exemple, l'acer P20 és una opció popular per les seves bones propietats de mecanitzat i la seva resistència al desgast durant el procés d'injecció.
• Material de la cavitat i del nucli: seleccioneu materials que puguin suportar la injecció d'alta pressió de plàstic i l'ús repetit. Es prefereixen alguns aliatges amb resistència a altes temperatures i excel·lents característiques d'acabat superficial per garantir una superfície llisa a la caixa.
3.Procés de fabricació
• Fresat i mecanitzat: Utilitzeu eines de mecanitzat de precisió com les fresadores CNC (Computer Numerical Control) per tallar les cavitats i nuclis del motlle segons el disseny del model 3D. La precisió de mecanitzat és crucial per garantir que les diferents parts del motlle encaixen amb precisió.
• EDM (Mecanitzat de Descàrrega Elèctrica): Per a formes complexes o detalls fins que són difícils d'aconseguir mitjançant el fresat, es pot utilitzar EDM. Utilitza descàrregues elèctriques per erosionar el material i crear la forma desitjada.
• Tractament superficial: aplicar els tractaments superficials adequats al motlle. Per exemple, polir la superfície de la cavitat amb un acabat brillant pot millorar la qualitat de la superfície de la caixa de plàstic i facilitar l'alliberament de la peça del motlle. La texturació també es pot fer si es requereix un patró de superfície específic a la caixa.
4.Disseny del sistema de refrigeració
• Canals de refrigeració eficients: dissenyeu un sistema de refrigeració eficaç amb canals de refrigeració que es distribueixin uniformement per la cavitat del motlle. Això ajuda a controlar la velocitat de refrigeració del plàstic, reduint els temps de cicle i evitant la deformació de la caixa a causa d'un refredament desigual. El diàmetre i la disposició dels canals de refrigeració s'han de planificar acuradament.
5.Control de qualitat
• Inspecció dimensional: Utilitzeu eines de mesura de precisió com ara màquines de mesura de coordenades (CMM) per comprovar les dimensions de les peces del motlle amb les especificacions de disseny. Qualsevol desviació s'ha de corregir per garantir l'ajust i el funcionament adequats del motlle.
• Experiències de prova: realitzeu proves d'injecció utilitzant el motlle per comprovar si hi ha defecte a la caixa de plàstic, com ara trets curts (ompliment incomplet), flaix (excés de plàstic) o marques d'enfonsament. A partir dels resultats de les proves, feu ajustos al motlle, com ara modificar el disseny de la porta o ajustar els paràmetres d'injecció.
Quin és el temps de lliurament per fer un motlle d'injecció de caixes industrials?
El termini d'execució per fer motlles d'injecció de caixes industrials sol ser d'uns 45 a 60 dies, i el següent és el temps necessari per a cada etapa:
1.Fase de disseny
• Anàlisi del producte i disseny d'esquemes: es triga uns 3 a 7 dies per dur a terme l'anàlisi detallada de les especificacions de caixes, característiques estructurals i necessitats especials dels clients, i desenvolupar esquemes de disseny preliminar.
• Modelat i dibuix en 3D: normalment es triguen entre 5 i 10 dies a crear models 3D precisos i dibuixar dibuixos detallats en 2D amb programari CAD professional per a la fabricació posterior.
2.Fase de compra de material
• Adquisició d'acer de matriu: normalment triga entre 3 i 7 dies, segons els requisits de disseny del motlle, per comprar acer adequat, si cal personalitzar l'acer especial de trobada o si els proveïdors estan esgotats, el temps es pot ampliar a 10 a 15 dies. .
• Adquisició d'accessoris: es triga de 3 a 5 dies a comprar accessoris estàndard, com ara didals, lliscants, cobertes de porta, etc., i de 7 a 10 dies o fins i tot més per personalitzar accessoris especials.
3. Fase de fabricació
• Desbast: l'ús de la fresadora CNC i altres equips per desbassar el motlle en blanc, eliminar la major part del marge, generalment triga entre 7 i 10 dies.
• Acabat: incloent semiacabat i acabat, processament fi de peces clau com la cavitat del motlle i el nucli per garantir la precisió dimensional i la qualitat superficial, que triga uns 10 a 15 dies.
• EDM: Per a formes complexes o estructures fines, es triguen uns 3 a 5 dies per aconseguir un processament de formes específiques mitjançant materials de corrosió de descàrrega per electroerosió.
• Tractament superficial: polit, nitruració, cromat i altres tractaments superficials per millorar la duresa de la superfície del motlle, la resistència al desgast i la resistència a la corrosió, triguen entre 3 i 7 dies.
4.Inspecció de qualitat i fase de depuració
• Inspecció de qualitat: l'ús de CMM i altres equips per dur a terme una inspecció completa del motlle per assegurar-se que la precisió dimensional i la tolerància de forma i posició compleixen els requisits, la qual cosa triga uns 3 a 5 dies.
• Prova i depuració del motlle: realitzeu de 2 a 3 proves de motlle, i ajusteu i optimitzeu el motlle segons l'estat de les peces de plàstic després de cada prova, que triga uns 7 a 10 dies.
Quins són els defectes comuns dels motlles i solucions de caixes industrials per evitar-los?
A continuació, es mostren alguns defectes comuns en els motlles de caixes industrials i maneres d'evitar-los:
1. Plans curts
Descripció del defecte: es produeixen trets curts quan el material plàstic no omple completament la cavitat del motlle. Això resulta en una caixa industrial incompleta o parcialment formada amb seccions que falten.
Causes i evitació:
Pressió o volum d'injecció insuficients: comproveu la configuració de la màquina d'emmotllament per injecció. Assegureu-vos que la pressió i el volum d'injecció són suficients per omplir tota la cavitat del motlle segons el disseny de la caixa. És possible que s'hagi d'ajustar la pressió en funció del tipus i la viscositat del plàstic utilitzat. Flux de material restringit: això pot ser degut a una porta estreta o bloquejada. Dissenyeu portes que tinguin una mida i una forma adequades per permetre un flux de material suau. A més, comproveu si hi ha obstruccions al sistema del corredor. Mantingueu el corredor i la porta nets i lliures de residus durant el procés d'emmotllament.
2. Flaix
Descripció del defecte: el flaix és l'excés de plàstic que sobresurt de la línia de separació mld o d'altres obertures. Dóna un aspecte poc refinat a la caixa industrial i també pot afectar la seva funcionalitat.
Causes i evitació:
Tancament inadequat del motlle: assegureu-vos que la força de subjecció del motlle està configurada correctament. Si la força és massa baixa, és possible que el mld no es tanqui prou bé, permetent que el plàstic es filtri. Comproveu periòdicament el mecanisme de tancament mld per si hi ha desgast i ajusteu la força de tancament segons sigui necessari.
Superfícies del motlle desgastades o danyades: amb el temps, les superfícies del motlle es poden desgastar o danyar, creant buits a la línia de separació. Inspeccioneu i mantingueu regularment la superfície del motlle. Polir o reparar qualsevol zona danyada per garantir un segellat hermètic.
3. Marques d'enfonsament
Descripció del defecte: les marques d'aigüera són depressions o zones buides a la superfície de la caixa industrial modelada. Normalment es produeixen en zones amb seccions gruixudes i són causades per la contracció del plàstic a mesura que es refreda.
Causes i evitació:
Gruix de paret desigual: dissenyeu la caixa amb gruixos de paret més uniformes. Eviteu els canvis sobtats de gruix que poden provocar un refredament diferencial i una contracció. Si calen seccions gruixudes, considereu afegir costelles o altres característiques estructurals per reduir la probabilitat de marques d'enfonsament.
Refrigeració inadequada: Assegureu-vos un sistema de refrigeració eficient. Els canals de refrigeració s'han de dissenyar per proporcionar una refrigeració uniforme a través del motlle. Ajusteu el temps de refrigeració i el cabal de refrigerant segons les característiques del material plàstic per minimitzar els problemes relacionats amb la contracció.
4. Deformació
Descripció del defecte: la deformació es refereix a la distorsió de la caixa industrial modelada de la seva forma prevista. Això pot dificultar l'apilament o l'ús de les caixes tal com s'ha previst.
Causes i evitació:
Refrigeració no uniforme: semblant a les marques de l'aigüera, el refredament desigual pot provocar deformacions. Comproveu el disseny del sistema de refrigeració i assegureu-vos que el refrigerant es distribueix uniformement al voltant del motlle. A més, tingueu en compte la conductivitat tèrmica del material del motlle i el seu impacte en la uniformitat de refrigeració.
Paràmetres d'emmotllament per injecció incorrectes: els paràmetres incorrectes, com ara la velocitat d'injecció, la pressió d'embalatge i el temps de retenció, poden afectar la distribució interna de la tensió a la peça modelada i provocar deformacions. Optimitzar aquests paràmetres mitjançant assaig i error i en funció de les propietats del material plàstic.
5. Defectes superficials (esgarrapades, taques, etc.)
Descripció del defecte: poden incloure rascades a la superfície de la caixa, taques de plàstic degradat o una textura rugosa.
Causes i evitació:
Qualitat de la superfície del motlle: assegureu-vos un acabat superficial d'alta qualitat al motlle. Qualsevol rascada o rugositat a la superfície del motlle es transferirà a la part modelada. Polir les superfícies del motlle amb regularitat i manipular-les amb cura durant el manteniment i el funcionament.
Contaminació: Mantenir el material plàstic net i lliure de contaminants. Emmagatzemeu-lo en un entorn net i utilitzeu procediments de manipulació adequats per evitar que la brutícia, la humitat o altres substàncies estranyes entrin al material i afectin la qualitat de la superfície de les caixes modelades.
Paquet &. Lliurament

Components del motlle
Motlle d'acer

Sistema de canal calent

Parts estàndard

Feedback dels clients

Podeu compartir informació de contacte més específica, com ara l'adreça de correu electrònic, el número de telèfon o els formularis de contacte en línia, de manera que les persones interessades es puguin posar en contacte amb vosaltres per fer el motlle de caixes industrials de plàstic. O podeu buscar clients potencials a través de diversos canals com ara exposicions del sector, directoris d'empreses i plataformes de fabricació en línia per promocionar el vostre servei de fabricació de motlles.





