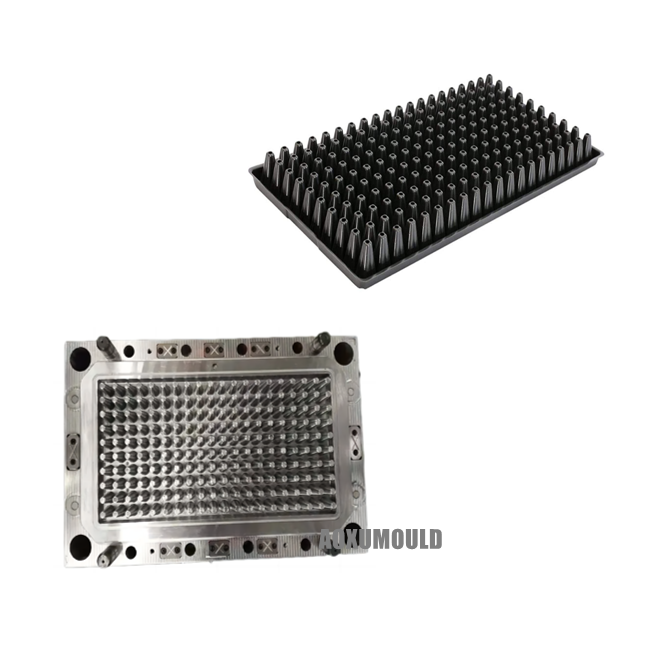




Especificacions de motlles
|
Nom de motlle |
Motlle de safata inicial de plàstic |
|
Material del producte |
Ap |
|
Mida del producte |
540x280x60mm |
|
Pes del producte |
155g |
|
Material de motlle per a la cavitat & . nucli |
P20/718/H13 |
|
Núm. De la cavitat |
1 cavitat |
|
Sistema d’injecció |
Corredor calent |
|
Màquina d'injecció adequada |
450T |
|
Mida de motlle |
860 x560x380mm |
|
Motlle Lifetime |
més de 500, 000 PCS |
|
Termini de lliurament |
45 dies |
PerquèAre -Seed Inici TrayBecomantINeturantmentPOpular?

Cicle de creixement escurçat: les plàntules conreades en contenidors no estan limitades per les estacions . sempre que la temperatura a l’hivernacle sigui adequada i el sòl sigui fèrtil, les plàntules es poden plantar i conrear .
2. Millora la taxa de supervivència: les arrels de les plàntules es formen en els contenidors . Per tant, durant el procés d'aforestació, les arrels són arrels i plàntules intactes
3. facilita les operacions mecanitzades: Quan es treuen les plantes de contenidors, els processos de cultiu i potència de plàntules es poden ometre . A més, les operacions mecàniques es poden dur a
4. Apte per a la producció a gran escala: hi ha diverses màquines adequades per a línies de producció automatitzades a gran escala, incloent transportadors, màquines de farciment de sòl nutrients, màquines de sembra, màquines de cobertura del sòl, etc. . cada màquina pot ser operada per 6 persones al dia i pot completar la plantació de 400, {6000 cups {{{{{{{{{{{{{.
Disseny per al producte & . motlle

ComunaCru materialsFoSafata inicial de llavor AnHtirarTo CHoose?
PET (polietilè tereftalat): El punt de fusió és aproximadament 255-260 grau, la temperatura de transició de vidre és d’uns 69 graus . que s’utilitza habitualment en la fabricació de contenidors d’aliments, ampolles i fibres de roba .
PVC (clorur de polivinil):Amorphous white powder, glass transition temperature is between 77-90℃. It has poor stability to light and heat, and will decompose and change color when exposed to high temperatures or sunlight for a long time. It has good mechanical properties and excellent dielectric properties, and is commonly used in the manufacture of wires and cables, artificial leather, Materials de construcció, etc .
PS (poliestirè):Els productes tenen una gran transmitància de llum, una forta capacitat de coloració, una gran duresa i s’utilitzen habitualment en la fabricació d’envasos d’aliments, bosses d’escombraries, mobles, etc .
A l’hora d’escollir la safata d’inici de llavors de plàstic, cal tenir en compte els factors següents:
Tipus de cultiu:Diferents cultius tenen diferents requisits per als materials i estructures de les safates de plàntules . Per exemple, alguns cultius poden necessitar una major permeabilitat a l'aire i un rendiment de drenatge, mentre que d'altres poden requerir un control de temperatura més estable .
Condicions ambientals:L’entorn d’ús de les safates de plàntules també afecta l’elecció dels materials . Per exemple, en un entorn d’alta temperatura, s’han de seleccionar materials amb bona estabilitat tèrmica, com ara PET o PS .
Cost:Els costos de diferents materials varien, de manera que també s’han de tenir en compte les restriccions pressupostàries a l’hora d’escollir les safates de plàntula .
Sostenibilitat:Tenint en compte la reciclabilitat i el rendiment ambiental dels materials és també un factor important .
A l’hora d’escollir la safata d’inici de llavors de plàstic, cal tenir en compte factors com el tipus de cultiu, les condicions ambientals, el cost i la sostenibilitat, i el material més adequat s’ha de seleccionar a partir de circumstàncies específiques .
ComTo LayoutTellIbricolatGmenjat de safata inicial de llavorsMouLD?

Quan es posa la porta d'injecció de les safates de plàstic de plàstic, és necessari tenir en compte de forma exhaustiva factors com la forma, la mida, les propietats del material de les safates de plàstic, així com l'estructura del motlle i optimitzar el disseny en funció de les condicions de producció reals .
Ubicació de la porta de modelat: la porta s’ha de col·locar a la part més gruixuda del producte per aconseguir un millor farcit i efectes de pressió de retenció . Si la pressió de retenció és insuficient, les zones més primes poden solidificar-se més ràpidament que les zones més gruixudes . Eviteu col·locar la porta a zones amb canvis sobtats de gruix per evitar que es posin o es produeixin breus .
Número i distribució de les portes: Basat en la forma i la mida del producte, determineu el nombre i la distribució adequats de les portes . en general parlant, com més portes hi ha, com més ràpid serà el procés de farciment, però també pot resultar en més marques de porta ., tot i que es garanteix el procés de farciment, el nombre de gates s'ha de minimitzar tant com sigui possible .}}}}}}}
Mida de la porta: La mida de la porta s’ha de determinar a partir de factors com ara les característiques del flux del plàstic, la pressió d’injecció i la velocitat . en general parlant, com més gran sigui l’àrea de secció transversal de la porta, com més ràpid sigui la velocitat de farciment, però també es produirà més pèrdua de pressió .
Tipus de porta de modelat: seleccioneu el tipus de porta de modelat adequat, com ara la porta directa, la porta empotrada o la porta en forma de ventilador, etc . Els diferents tipus de porta de modelat són adequats per a diferents productes i dissenys de motlles . Per exemple, la porta empotrada és adequada per a productes de paret fina, mentre que la porta en forma de ventila
Connexió entre la porta i el corredor: La unió entre la porta i el corredor hauria de tenir una transició suau per reduir la resistència al flux i millorar l'eficiència del farcit . Al mateix temps, s'ha de tenir cura per evitar la formació de cantonades mortes o zones estancades al punt de connexió, ja que això podria afectar la qualitat del producte .
Expulsió i separació del producte: Quan es dissenya el mecanisme d’expulsió, cal tenir en compte la forma en què el producte es separa del mecanisme d’expulsió . Els mètodes de separació comuns inclouen la separació de cisalla, la separació de la llàgrima i la separació de fractures, etc. . diferents mètodes de separació tindran efectes diferents sobre l’aparició i la qualitat del producte .
FaTellPúltimic Safata inicial de llavorPosada aldicada TrialReportNeedTo Be SubmitTo Customer?
Durant el procés de fabricació i prova de motlles, l’informe de prova és un document molt important . No només registra les dades i resultats detallats durant el procés d’execució de prova, sinó que també proporciona una avaluació del rendiment del motlle i la qualitat del producte .
El contingut principal d’un informe de prova de motlle sol incloure les parts següents:
Visió general de prova de motlle: Aquesta secció inclou l'objectiu de la prova, la selecció de materials i la inspecció de motlles, etc .
Procés de prova de motlle: aquesta secció detalla cada pas de la prova de motlle, inclosa la instal·lació de motlles, el farcit de plàstic, la temperatura i el temps de modelat, etc .
Anàlisi del resultat de prova de motlle: aquesta secció realitza proves de mida, aparença i rendiment i anàlisis dels productes produïts durant el Trial de motlle .
Resum de prova de motlle i suggeriments: Basat en els resultats de la prova de motlle, aquesta secció proporciona suggeriments de millora i futures mesures d’optimització de programes .
Apèndix: aquesta secció inclou informació detallada com ara la data de prova de motlle, el model de màquina d'injecció i el número de motlle .
La importància de l’informe de prova de motlles
L’informe de prova de motlle té una gran importància tant per als clients com per als fabricants . ajuda els clients a comprendre el rendiment del motlle i la qualitat dels productes, garantint que el motlle pugui complir els requisits de producció . Al mateix temps, l’informe de prova de motlle també és una base important per als fabricants per millorar el disseny de motlles i optimitzar els processos de producció .
El motiu pel qual l’informe de prova de motlle s’ha d’enviar al client és la següent:
Per verificar la viabilitat del disseny del motlle: l’informe de prova pot demostrar si el disseny del motlle compleix els requisits del client i pot operar normalment .
Per avaluar la qualitat del producte: mitjançant l'informe de prova, el client pot entendre si l'aparença, la mida i el rendiment del producte compleixen els requisits esperats .
Per optimitzar els processos de producció: l’anàlisi i els suggeriments de l’informe de prova poden ajudar el client i el fabricant a optimitzar el procés de producció i millorar l’eficiència de producció i la qualitat del producte .
L’informe de prova de motlle per a safates de plàstic de plàstic s’ha d’enviar al client . no només és un document important per verificar el disseny de motlles i la qualitat del producte, sinó que també és important per optimitzar els processos de producció i millorar l’eficiència de producció . enviar l’informe de prova ajuda a crear la confiança del client en el motlle i al producte, garantint el bon progrés del projecte .
Provant of Motlle de safata inicial de llavor
Components de motlle
Acer motlle

Sistema de corredors calents

Parts estàndard

Package & . lliurament

Els comentaris dels clients

Cap
>1. Què és el motlle d'injecció de la safata inicial?
És una eina que s’utilitza per produir peces de plàstic injectant plàstic a la cavitat del motlle .
>2. Quins materials s'utilitzen per fer motlle de safata inicial de llavors?
Els materials més comuns que s’utilitzen per fer motlles d’injecció són acer d’alta qualitat, com P20, 718, 2738, etc .
>3. Quin és el procés de fer una llavormotlle de safata ?
El procés de fabricació d’un motlle inclou enginyeria de disseny, programació de màquines, fabricació d’eines, proves de motlle i validació .
>4. Es poden personalitzar motlles a requisits específics del producte?
Sí, els motlles es poden personalitzar a requisits específics del producte segons el disseny i les especificacions del projecte .
>5. Quins són alguns factors a tenir en compte a l’hora de fer els nostres motlles de plàstic?
Alguns factors a tenir en compte a l’hora de fabricar motlles de plàstic inclouen el disseny de productes, la selecció de material de plàstic, la selecció de materials de motlle, la capacitat de la màquina de modelat per injecció, el temps de refrigeració i els requisits de manteniment de motlles .
>6. Quant de temps es triga a fer un conjunt de motlles?
El temps que triga a fer motlle pot variar segons la complexitat i la mida del motlle .
Tot i això, sol trigar entre 6 i 8 setmanes .
>7. Què es pot fer per garantir la qualitat del motlle?
Per garantir la qualitat del motlle, el disseny i l’enginyeria adequats, els materials d’alta qualitat i els procediments estrictes de control de qualitat s’han d’utilitzar durant tot el procés de fabricació del motlle .
>8. Quant de temps pot durar un motlle?
La vida útil d’un motlle pot variar segons la qualitat del motlle, les pràctiques de manteniment i les condicions de funcionament . Un motlle ben cuidat pot durar centenars de milers de cicles .
>9. Quins avantatges té fer motlles d'injecció de plàstic?
Alguns avantatges de fer motlles de plàstic inclouen temps de producció més ràpids, costos inferiors per unitat, alta precisió i la capacitat de produir formes i dissenys complexos .
>10. Es pot reparar i mantenir el nostre motlle de safata inicial?
Sí, es pot reparar i mantenir per ampliar la seva vida . El manteniment regular pot prevenir avaries i assegurar una qualitat constant .





